










High Corrosion Resistance
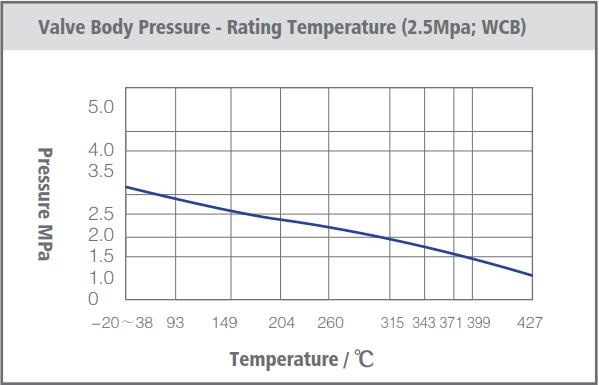
Adopting WCB material, full consideration of corrosion allowance, minimum shell wall thickness, pressure and temperature rating.
Steam trap is a device that can automatically remove non-condensable gases such as steam condensed water and air in heating equipment or steam pipes, with no steam leak.
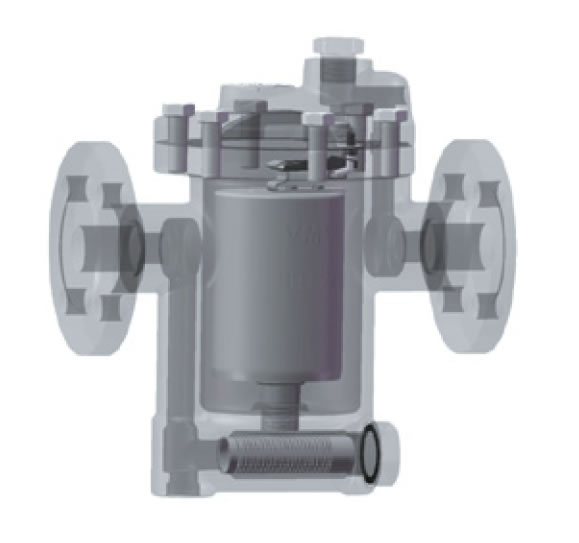
Inverted bucket Steam traps are widely used in steam pipelines, process heat tracing, jacket heating kettles, reboilers and other equipment due to their safety, reliability, energy saving, longevity, and low tempera-ture resistance.
The technical advantages of VMV traps are: unique and reasonable structure and high-precision internals!
Adopting WCB material, full consideration of corrosion allowance, minimum shell wall thickness, pressure and temperature rating.
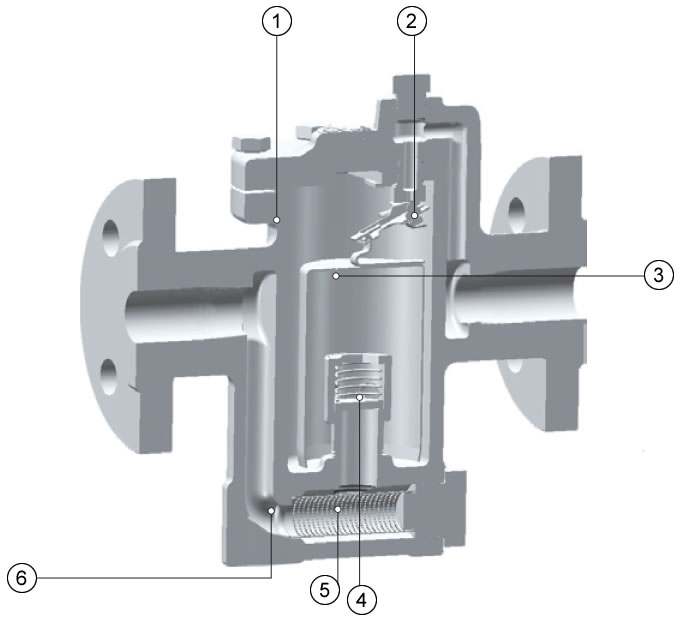
Micron-level high-precision seat and valve core ensure the reliability of the closing system with no steam leakage.
There are small holes in the upper part of the bucket to remove air and other non-condensable gases to prevent steam lock.
Prevent water hammer from damaging internal parts and also apply to superheated steam environment.
Effectively prevent pipeline impurities from entering the valve to ensure the proper operation of the trap.
U.shaped flow channel design ensures that the inside of the valve body is in a water-sealed state, with no original steam leakage.
VMV Inverted Bucket Steam Trap has been designed in full consideration of shell strength and pressure temperature grade, casting processability, tightness of valve core valve seat closure, impact caused by water vapor mixing, and the strength of the valve cover cushion affected by low temperature environment, etc.
The inverted bucket steam trap relies on the density difference between steam and condensate to work. When the bucket is full of condensed water and non-condensable gas, the vent on the upper part of the bucket removes the non-condensable gas. The bucket loses buoyancy and drives the valve core to move down. The trap opens to drain. When steam enters the bucket after draining, the bucket floats and drives the valve and the core closes the trap.
The biggest advantage of the inverted bucket trap is high back pressure rate, long life, reliable action, convenient maintenance with no original steam leakage.
The inverted bucket steam trap is for intermittent drainage, with a subcooling degree of 5-10°C and a back pressure rate of more than 85% (back-end pipeline pressure/steam pressure). It is suitable for pipelines and small equipment to remove condensate and back pressure to recover condensate. Generally, the safety factor is 2-3 times when selecting models, and 5-8 times for air separation units and drying cylinders.
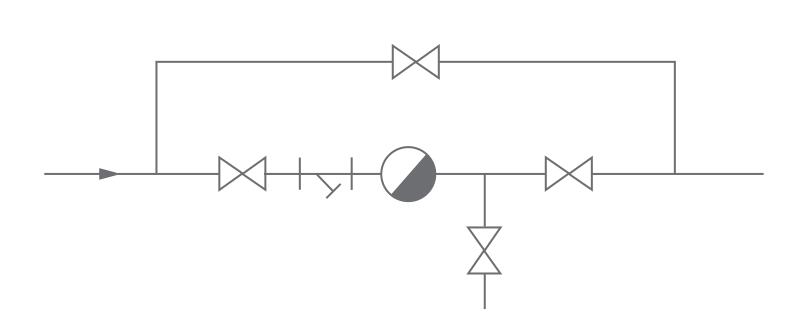
Inverted Bucket Steam Trap can be installed anywhere at the bottom of the pipeline or equipment. The basic configuration of the trap is shown in the figure above.
When the pipeline is superheated steam, a check valve must be installed to prevent the trap from failing due to the superheated steam evaporating the water seal in the trap.
